



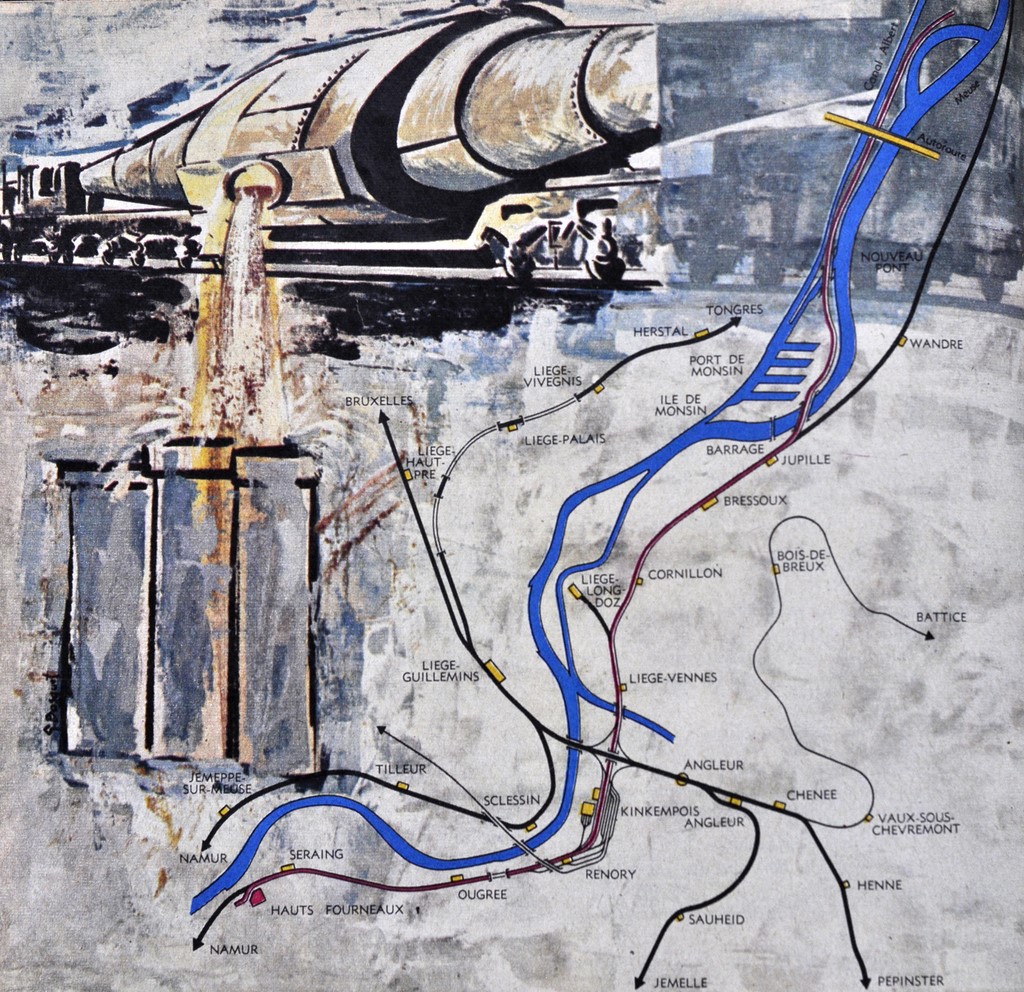
Des wagons mélangeurs transportent 150 tonnes de fonte en fusion
Le Rail N°82 Juin 1963

Aciérie de Chertal 2009 Photo AB
(*2) Après l ‘arrêt et le démontage en 1980 de l’aciérie Ld de Seraing. (et le mélangeur) Chertal sera directement fourni par le Haut fourneau 6 de Seraing et le B d’Ougrée.

Pont de l’île Monsin Photo L. Genet
Comment doivent s’effectuer le chargement, le transport et le déchargement d’une « marchandise » à l’état liquide, huit fois plus dense que l’eau, et à plus de 1000° ?
Lors de la coulée d’un haut fourneau, la fonte à 1450° est canalisée vers une cuve cylindrique rotative, où elle se mélange à la production des autres hauts fourneaux : c’est le mélangeur.
Le wagon spécial, appelé par analogie wagon mélangeur, est amené au moment voulu sous le mélangeur qui y déverse par basculement la quantité désirée de fonte en fusion. Celle-ci s’est entre-temps refroidie à 1300°, circonstance favorable à la conservation du revêtement interne de la cuve du wagon, qui peut ainsi supporter sans renouvellement un nombre beaucoup plus élevé de remplissages.
A destination, le wagon mélangeur déverse à son tour son contenu, par basculement de sa cuve, dans une poche ouverte suspendue à un pont roulant, qui conduit la fonte aux convertisseurs. (*)
(*) A la construction du troisième convertisseur, la poche n’était plus suspendue au pont roulant. Elle était déposée sur un wagon transfert poche fonte qui était motorisé et placé sous le wagon torpille. En plus, un système d’aspiration fumée avait été installé.

Haut Fourneau 6
aujourd’hui disparu.
Photo Ab.
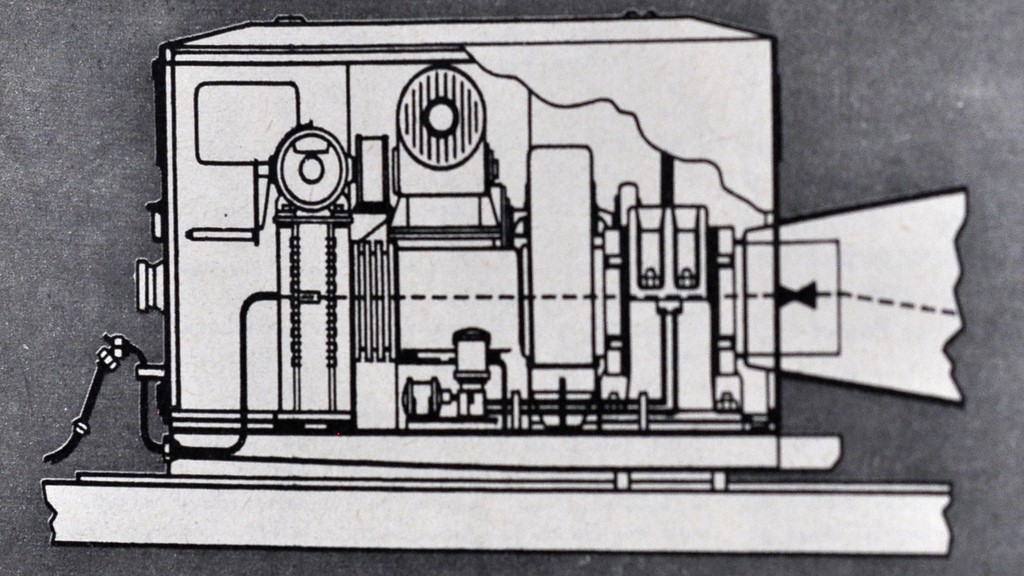
Un tel programme nécessite une construction très particulière du wagon.

Dessin Le Rail N° 82 Juin 1963

Photo Le Rail N° 82 Juin 1963

99 : Matières dangereuses chaudes
3257 : Supérieure à 100°C

Détails des indications UCI Photo AB
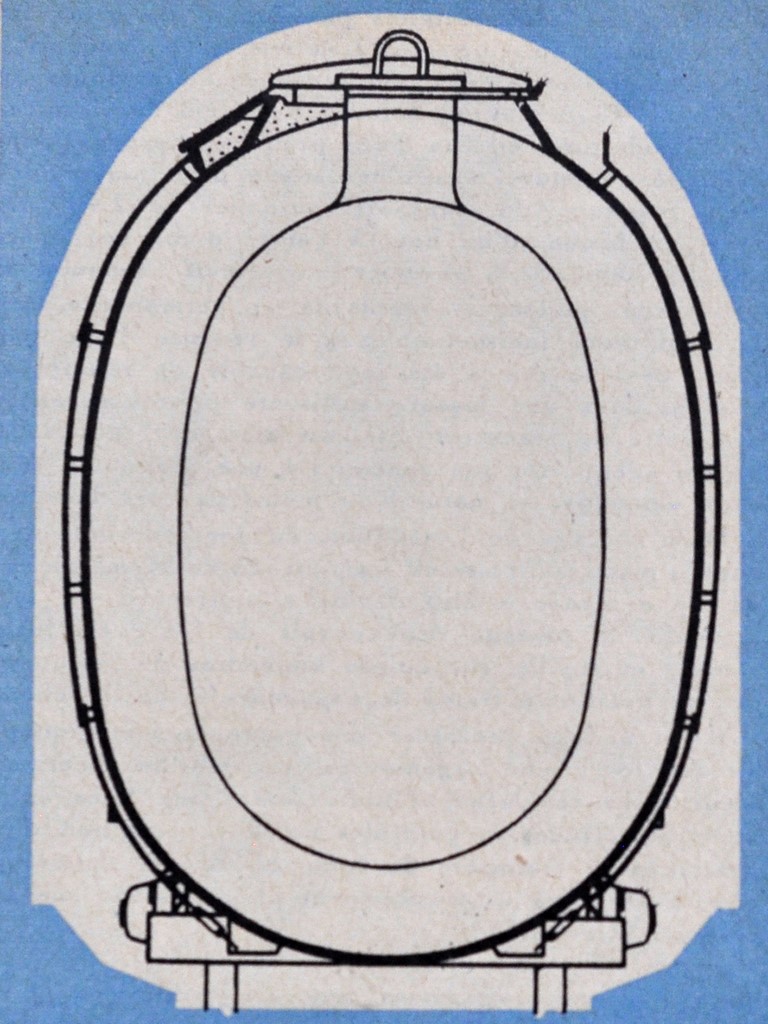
Cette immobilisation sera en effet de longue durée, en raison de la nécessité de refroidir la cuve – normalement maintenue en permanence à plus de 1.000°, le cas échéant à l’aide de brûleurs, pour éviter la perte de calories – avant d’y laisser pénétrer les maçons, puis, après réparation, de le réchauffer progressivement avant le premier chargement.
Dessins Le Rail N° 82 Juin 1963


Détails des cônes du wagon n° 7 Photos Ab

Les métallurgistes belges et étrangers ont les yeux braqués sur l’exploitation qui démarre dans le bassin de Liège. Son succès ouvrira des perspectives nouvelles d’évolution pour notre industrie séculaire.
En ajoutant à l’éventail de ses transports lourds : minerais, charbons, cokes, chaux, matières en cours de fabrication, produits semi-finis et produits laminés, celui de la fonte en fusion, le chemin de fer belge aura bien mérité de la sidérurgie et de l’économie nationale.
Photos et commentaires : Alain Boulet (Ab)